Futuron Forge – stainless wonders
Futuron Forge – stainless wonders
In 2019, Milan Pokorný and Marek Procházka established Futuron Forge in the Czech Republic. Their company produces stainless-steel Damask billets for knife makers. Martin Helebrant went there for a visit.
Text and pictures: Martin Helebrant
Text and pictures: Martin Helebrant

Marek (left) and Milan at work.
The largest part of the borders of the Czech Republic consists of mountain ranges and highlands. In whatever direction you go from the Czech capital Prague, it takes no more than 150 km before you face a wall of mountains or at least highlands slopes. On the north there are the Krkonoše (Riesengebirge – Giant mountains) and if you turn counterclockwise, there is one mountain range after another: Krušné hory (Erzgebirge – Ore mountains), Šumava and Český les (Böhmerwald – Bohemian forest ). Now you have reached the south. If you continue your tunr, you reach Českomoravská vrchovina (Bohemian–Moravian Highlands) and as you return to the north there are the Orlické hory (Adlergebirge – Eagle mountains) and Jizerské hory (Izergebirge – Izera mountains).
Except for the Bohemian–Moravian Highlands and parts of the Bohemian forest, the border mountains were historically inhabited by a mostly German speaking population. This German speaking territory on the northern part of the mountain range is now commonly referred to as Sudeten. Around 1900, Sudeten were rich with textile mills and early mechanical industrial plants. World War II dramatically changed the country. The German population mostly supported the Nazi regime during the war and was moved to Germany. The mountain range became depopulated, and it lost its origins. Once busy factory halls shut down, and regained a new life only step by step. After the fall of the communist regime, the factories shut down again and only slowly are being resurrected. It is a wonderful country, rich in natural beauty but life is not easy here. Despite the historical twists, the spirit of mechanical arts never died here.
In the heart of the Izera mountains lies the town of Liberec (Reichenberg), with a respected technical university. Liberec is also the hometown of Milan Pokorný, one of leading Czech knifemakers. As he developed his skills, he became more and more attracted to Damask steels. He learned to forge carbon steel Damask but after a while, it did not satisfy him anymore. As stainless Damask became available, he started processing it, but again, he was not satisfied with the mere processing. He wanted to make the billets himself.
Making stainless Damask is far more complex than making carbon Damask, so Milan Pokorný joined efforts with Marek Procházka, another fan of blades and blacksmithing. In 2019 they established the Futuron Forge, their joint company which now produces stainless-steel Damask billets for knife makers.

The old plant in Chrastava.The buildings are from before World War II.
I met Futuron Forge for the first time at the 2019 Příbram knife exhibition and I mentioned them in my article in European Blades Mag. 28. Now I was invited to watch how stainless Damask is made on site.
Futuron has two premises – one, the size of a large garage, is in one of the side streets of Liberec. Here is the knife making workshop of Milan Pokorný which also hosts the quality control and final acceptance of Futuron Forge billets. I was in many knife maker’s workshops and there is one almost omnipresent aspect – dust from the grinders and a somewhat chaotic arrangement of tools, materials, machines, etc. Milan’s workshop is crowded and cramped, like the majority of similar workshops. But in this confined space there is an order – plenty of small boxes containing parts for knives are neatly stocked along the walls, the working bench is clean.

The workshop of Milan Pokorný - cramped, like almost every knife maker’s workshop but also tidy and structured.
In the back of the workshop is large digital microscope. This is used to inspect each billet leaving Futuron Forge. According to Milan, using the microscope is addictive and helps to better understand the materials you work with. I tried the microscope on the blade of my pocketknife and I can only agree. Steel is magic material.
But back to the Damask. Carbon steel, wild Damask is something not too complex to produce. You simply assemble the initial packet of steel, impose some temporary measure to keep the packet together and start heating it in a furnace. Once the packet is hot enough (i.e. a deep red color) you pour on the borax powder that seals the surface of the packet against oxygenation and scale creation. Heat the packet until it is shining yellow and hammer it on the anvil. The layers start to stick together. Heat the packet again and hammer it to the form of a long block. Chisel half, fold over and repeat. That is it.
To make a good carbon Damask is a bit more complex task, you must avoid impurities and fold overs forged into the block, but it still can be done. The art of making a mosaic carbon Damask, with elaborate patterns, is something else. You need to carefully place respective layers of steels and think well how to form the block in order to achieve the desired pattern. But still, in terms of metallurgy, it is not that complicated.
But back to the Damask. Carbon steel, wild Damask is something not too complex to produce. You simply assemble the initial packet of steel, impose some temporary measure to keep the packet together and start heating it in a furnace. Once the packet is hot enough (i.e. a deep red color) you pour on the borax powder that seals the surface of the packet against oxygenation and scale creation. Heat the packet until it is shining yellow and hammer it on the anvil. The layers start to stick together. Heat the packet again and hammer it to the form of a long block. Chisel half, fold over and repeat. That is it.
To make a good carbon Damask is a bit more complex task, you must avoid impurities and fold overs forged into the block, but it still can be done. The art of making a mosaic carbon Damask, with elaborate patterns, is something else. You need to carefully place respective layers of steels and think well how to form the block in order to achieve the desired pattern. But still, in terms of metallurgy, it is not that complicated.

Marek Procházka in his kingdom – at the control panel of a CNC milling center making a stainless
Damask billet.
Once you step out from the carbon steels to the stainless steels, you are entering a quite hostile territory. Stainless steels contain plenty of alloying elements which support specific characteristics of the final alloy steel, but usually are contradictive to welding and blacksmith (furnace) welding. Stainless steels are also much more sensitive to a proper heat treatment and to proper processing in general. Should you want to prevent oxygenation of the surface of each respective layer when forming the initial packet, you probably have no other choice than to work under a neutral (i.e. non-oxygenating ) protective atmosphere. Gas is a desirable solution, and Argon gas is most common choice.
Futuron Forge benefits from the existing infrastructure of metal production and processing in Chrastava, a small village about 5 minutes by car from Liberec. Here is the second site of Futuron Forge, engaged with metal processing and smithy. In Chrastava, like in many small nearby villages, is a former factory. Production in this factory has ceased so long ago, that the actual users not even remember its original purpose. After 1989, family members of Marek Procházka, one of the partners of Futuron Forge, began a small business of metal processing. As the nearby industrial plants closed, they were buying the left-over machinery and established themselves. As time passed, the family business stabilized and they purchased the CNC milling center. At that time Marek, a skilled CNC machine operator, became attracted to the blacksmith arts. And he met with Milan Pokorný, a respected knife maker. Milan, already skilled in knife forging and in making carbon steel Damask, was facing issues with processing stainless Damask. He began by procuring stainless Damask billets from other vendors, like Damasteel, Zladinox, Vegas Forge and, most importantly, from Chad Nichols. But he was not satisfied and thought about making his own Damask. Meeting with Marek gave both men the desired impetus. Pretty soon they were producing their first stainless Damask billet, but the quality was not up to their expectations.
Once you step out from the carbon steels to the stainless steels, you are entering a quite hostile territory. Stainless steels contain plenty of alloying elements which support specific characteristics of the final alloy steel, but usually are contradictive to welding and blacksmith (furnace) welding. Stainless steels are also much more sensitive to a proper heat treatment and to proper processing in general. Should you want to prevent oxygenation of the surface of each respective layer when forming the initial packet, you probably have no other choice than to work under a neutral (i.e. non-oxygenating ) protective atmosphere. Gas is a desirable solution, and Argon gas is most common choice.
Futuron Forge benefits from the existing infrastructure of metal production and processing in Chrastava, a small village about 5 minutes by car from Liberec. Here is the second site of Futuron Forge, engaged with metal processing and smithy. In Chrastava, like in many small nearby villages, is a former factory. Production in this factory has ceased so long ago, that the actual users not even remember its original purpose. After 1989, family members of Marek Procházka, one of the partners of Futuron Forge, began a small business of metal processing. As the nearby industrial plants closed, they were buying the left-over machinery and established themselves. As time passed, the family business stabilized and they purchased the CNC milling center. At that time Marek, a skilled CNC machine operator, became attracted to the blacksmith arts. And he met with Milan Pokorný, a respected knife maker. Milan, already skilled in knife forging and in making carbon steel Damask, was facing issues with processing stainless Damask. He began by procuring stainless Damask billets from other vendors, like Damasteel, Zladinox, Vegas Forge and, most importantly, from Chad Nichols. But he was not satisfied and thought about making his own Damask. Meeting with Marek gave both men the desired impetus. Pretty soon they were producing their first stainless Damask billet, but the quality was not up to their expectations.

Milan (left) and Marek observing the interim product.
A breakthrough came with encountering Klára Kouřil Tesárková, a chief technologist of the company Bodycote HT in the Czech Republic. Because of her metallurgic capabilities and knowledge, she was able to coach Marek and Milan, providing them with the identification of problems as were indicated by metallography of billets and giving them hints how to remedy the problems. At the moment of writing, Futuron Forge is making set of stainless-steel Damask billets, both with core and without core. They can control patterns of the billets to a quite unexpected degree and their production is stabilized. Every billet leaving the Futuron Forge gates is inspected under the microscope. At present, the company is expanding its production facility and building a new smithy.
Production process
I had the pleasure to watch how a Damask stainless billet is made, so let me guide you through the process. Please keep in mind that some parts of the process are valued as a company assets, and therefore the description is not always detailed.
I had the pleasure to watch how a Damask stainless billet is made, so let me guide you through the process. Please keep in mind that some parts of the process are valued as a company assets, and therefore the description is not always detailed.

The sheet metal cutter is older than Milan or Marek but it still serves. The raw steel sheets are cut into
smaller pieces.


Left: The steel sheets sometimes come in coils. Right: The container is sealed and a pipe for the inert gas
is attached by arc welding.
The life of a billet begins as a bundle of steel sheet that must be cut into processable stripes. This is done with an old but reliable chopper. The stripes are then carefully cleaned to remove any traces of grease or oil. This is critical for the next processing step. From now on the stripes are handled with white canvas gloves – something you would not expect in the smithy workshop. But it is done as a rule and it prevents even the slightest contamination of cleared stripes. Then the stripes are bundled – creating the principle pattern of the future billet and incorporating also the core, if the pack is to create a core billet – and the pack is then inserted into the container. The container not only holds the pack together but also provides a containment for the inert atmosphere which is necessary to forge weld the sheets of the pack into the Damask billet.
The sheets are piled and the resulting block is inserted to the container.
The sheath is sealed and the seal is secured by welding. At this stage, a manipulating rod and pipe for the inert gas are welded to the container as well. The filled container is then brought to the furnaces. Futuron Forge built their furnaces themselves, similar to the lot of other ad hoc tools and machinery which are used in the process. The furnaces are gas heated and the temperature is carefully controlled. The container is connected to the inert gas and inserted into the forge. The container is heated enough for the initial forming of the billet – the first welding takes place under the hydraulic press. The first weld is critical and the pressure on the filled container is carefully monitored and controlled. It then goes back to the furnace, is reheated and goes back under the press. All this initial forming of the sheathed billet has to be done in an inert atmosphere, otherwise the layers of the billet would not stick together. Once formed and with the layers sticking firmly together, the pressed sheet is cut loose from the inert gas pipe.


Left: The sealed container is heated in the furnace. An inert gas is blown into the container.
Right: The heated container under the press. Temperature and pressure are critical for the final billet.
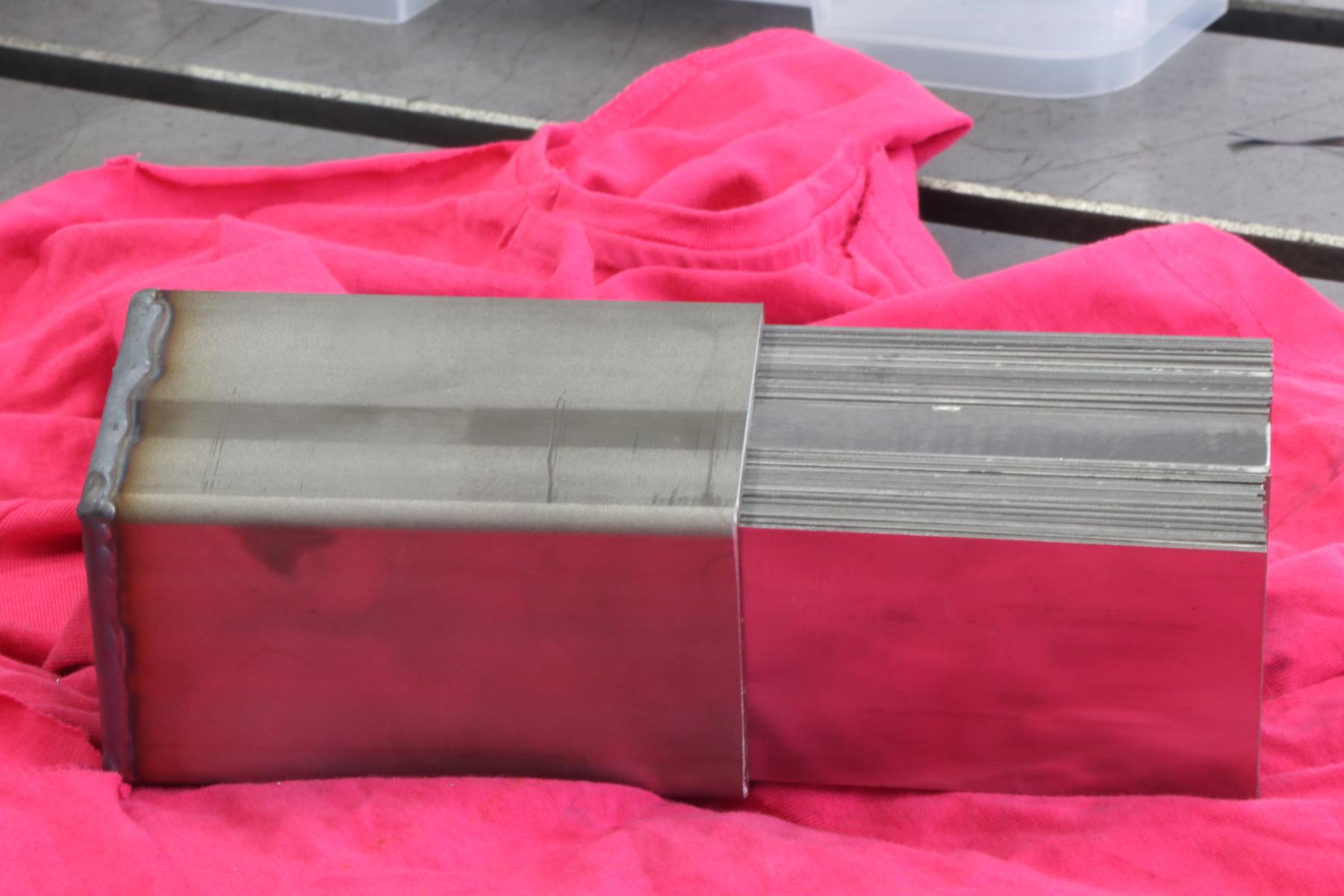
To reform a more or less square sheathed block into a long billet is done by another machine – in fact a small rolling plant. Again, this machine is made by Futuron Forge and I can only admire the capabilities of the Futuron people. Step by step, the rolling presses the billet to the desired thickness. Again, accurate timing, heating and careful processing guarantee the centricity of a core and equality of the layers. At the end, and if desired, special pressing under the hydraulic press gives the billet the required pattern of layers. The last step in the smithy, or rather in the mechanical workshop, is to remove the container from the billet and give the surface a first grinding. Now the billet is practically ready, although it is not ready for shipping yet. Every billet is inspected under the microscope to check that it has no microfractures or other imperfections.
To reform a more or less square sheathed block into a long billet is done by another machine – in fact a small rolling plant. Again, this machine is made by Futuron Forge and I can only admire the capabilities of the Futuron people. Step by step, the rolling presses the billet to the desired thickness. Again, accurate timing, heating and careful processing guarantee the centricity of a core and equality of the layers. At the end, and if desired, special pressing under the hydraulic press gives the billet the required pattern of layers. The last step in the smithy, or rather in the mechanical workshop, is to remove the container from the billet and give the surface a first grinding. Now the billet is practically ready, although it is not ready for shipping yet. Every billet is inspected under the microscope to check that it has no microfractures or other imperfections.
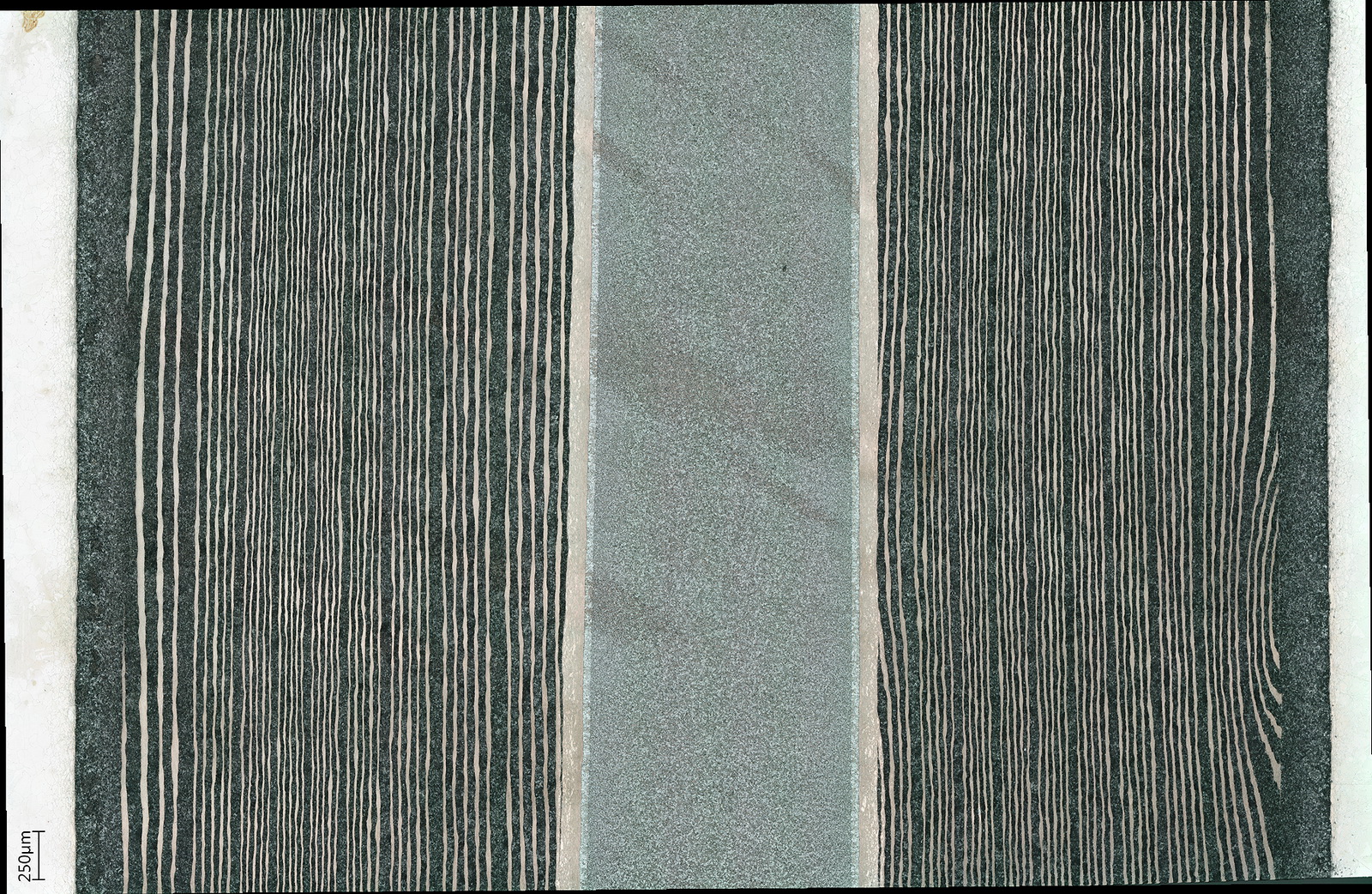
Metallography of the core damask steel (sandwich).
Products
Futuron Forge is a young company, established by dedicated enthusiasts with a long record of knife making and metal processing. At this moment the company is regularly making the following billets:
- HardcoreFuturon - stainless Elmax cored Damask sandwich, sides from austenitic-martensitic Damask (AISI 304 + AEB-L). The blade can be hardened up to 61 HRC, powder steel core provides this billet with an excellent cutting quality. This is material of the highest grade for a knife.
- StainlessFuturon – austenitic-martensitic Damascus (AISI 304 + AEB-L), stainless Damask that can be hardened up to 60 HRC. It has a good hardness and nice material contrast, as such it is another perfect blade material.
- AusteniticFuturon – composite of austenitic stainless steels (AISI 304 + AISI 316), hypoallergenic, material that needs no further heat treatment processing and it is suitable for jewelry applications or watchmaking..
CompositeFuturon – composite of various titanium alloys, also known as Timascus or MokuTi, with perfect mechanical properties, low-weight and rich in color combinations.
- BlackFuturon – titanium and zirconium composite, also known as BlackTimascus or ZircuTi , offers spectrum of black and grey colors and it can provide distinctive, rich black-silver combination.
- StainlessFuturon – austenitic-martensitic Damascus (AISI 304 + AEB-L), stainless Damask that can be hardened up to 60 HRC. It has a good hardness and nice material contrast, as such it is another perfect blade material.
- AusteniticFuturon – composite of austenitic stainless steels (AISI 304 + AISI 316), hypoallergenic, material that needs no further heat treatment processing and it is suitable for jewelry applications or watchmaking..
CompositeFuturon – composite of various titanium alloys, also known as Timascus or MokuTi, with perfect mechanical properties, low-weight and rich in color combinations.
- BlackFuturon – titanium and zirconium composite, also known as BlackTimascus or ZircuTi , offers spectrum of black and grey colors and it can provide distinctive, rich black-silver combination.

The list of products is changing dynamically, since the founders are willing to experiment. The patterns are reasonably stabilized, but still there is space for new versions and elaboration of new ones. The owners are creative people and the creativity is what pushes them ahead. Not all the production is made for knife making. The beauty of Damask patterns makes it an attractive material for jewelers as well as for other metal artists. From what I have seen so far, Futuron Forge provides billets of exceptional quality, accompanied by full information about recommended heat treatment. It is a perfect starting point when you want to make something extra, regardless of whether it will be a knife or an artistic piece – the billets and other product from Futuron Forge are something worth trying.

Product samples of the Futuron Forge show the extreme variety of the Damask made by the company.
Interview: Milan Pokorný, 41 years
Interview: Milan Pokorný, 41 years

Q: How did you come to knives?
A: One of my first impulses was The World of Knives, a book by Jean-Novel Mouret, which I got for a Christmas when I was about 16 years. The book introduced me to the beauty of a structure, of fine materials and also to charms of Damask. At that time, for a youngster, there was nowhere to find the processes and procedures, there was no one to teach me, but I was hooked. In 1989 or ‘99 I met with Buddy Weston, already a famous Czech-Canadian knife maker. I began to learn from him. He had a large workshop in a cellar and he allowed me to set up my working bench there. He had a God’s patience with me, I realize that now. I clearly dislike someone breathing down my neck when I work. Step by step, I learned how to work with wood, micarta, how to grind the blade. With these basics I established my own workshop.
Q: What were you doing at that time?
A: I was overconfident, and I had seen Buddy working on folding knives, so I began with folders. I started with knife kits, where I modified some parts to get a result that fitted my idea of how the knife should look like. Usually I replaced the blade by one made by myself, if possible, with a Damask one. At that time, we were using Damask by Nichols and by Damasteel. Damasteel was a new material at the time. Finally, I found out, that I could make all parts of the folder and I started my own complete knives. And I was not timid, so already on my second knife I used mammoth ivory. The Lord must have liked me; I didn’t screw it up.
Q: When did knife making became your profession?
A: For a long time, it was only a very welcome and good addition to my income, but as a full-time occupation I am making the knives for about 7 years now.
Q: What is your original occupation?
A: I studied mechanical engineering at Liberec. There, I not only learned the technical basics, but also economics, the basics of commercial law … A good foundation for anyone who wants to run a mechanical enterprise. Even more interesting – when I finished my studies, I really did this kind of a work. And for quite a time I worked in mechanical companies as a procurement person. It has been a great education, indeed.
Q: And Futuron?
A: Futuron is a relatively new affair. It started 3 years ago when I encountered Marek. We met in a pub and when chatting, it appeared we had common interests. I found out that he is an extremely capable guy, especially in terms of the mechanical processing of metal. We started experimenting with titanium, we tried to weld it with thermite. It was fun! Pylons of flame 3 meters tall! And to our surprise, we succeeded on the first try. The second attempt was not that good, but it became a challenge. We found the taste one for another – we share the same chemistry and technicality. It took only a short time when we decided to launch what became Futuron Forge.
Q: What were your first Futuron products?
A: As I said before, at first, we mastered titanium Damask. But I wanted more. With my passion for structures, I always longed for a zirconium – titanium material, a ZircuTi. Americans could make it, but there is ban on export. It took us more than half a year to find a zirconium supplier. But at the end of a day, we made it and now offer titanium–zircon Damask: Black Futuron (zirconium gets dark after etching).
Q: And what about the stainless Damask?
A: It went parallel with this. It took us a whole year before our stainless billets started to stick together. And we were soooo proud when we made it. Then we met Klára, the true metallurgist, who introduced us to the world of crystal metal structures. And we found out, that our billets “sticking” together were full of imperfections. Klára has a huge experience with the heat treatment of metals, including powder steels. Klára, her explanations of our mistakes and imperfections and her advice how to avoid them, became the key driver for the production quality. Her metallography’s had no mercy and taught us a lot. Today we make austenite martensitic stainless Damask, with or without a core. You can look at it under a microscope and you see perfection. Today, I am confident of our product and I am firmly of the opinion that it can proudly face any competitor. To the naked eye, the billet might look perfect, but it is metallographic examination that tells the truth. To get a truly perfect stainless Damask, withstanding proof of metallography, you need to know what you are doing, you have to adhere to the strict thermal and mechanical conditions. And to meet these, we sometimes had to make our own machinery. The processes are our largest asset.
Q: What will be next?
A: We are expanding. We used the time and opportunity given us by the COVID pandemic to expand our machinery – some of it we purchased; some of it we are building on our own. And we are building a new smithy which will accommodate stronger hammers and bigger furnaces. In 10 years we would like to be a leading supplier of stainless Damask steel. And not only of this, also of titanium and other metals Damask. I am confident in a bright future, the potential is clearly here. But first of all, I want to do something that would make me happy and proud. Let it come.
Interview: Marek Procházka, 32 years

Q: Marek, what is your background?
A: I was educated as a technician – a fitter and tool maker on CNC metal processing machines. I graduated nearby, in the school where we started with lathing and milling on the old traditional machines, then we progressed to the CNC machines. And to a large extent I adhere to this profession until the present day.
Q: What was your way to knifes, or to blades specifically?
A: Once upon a time, I met a friend from high school and he was struggling to forge a sword, using his fireplace in the role of a furnace. And we considered it would be a challenge to make a Samurai sword. But for this we needed better equipment. From my very young age I was attracted by blacksmithing, by hammering a heated piece of metal until it turns into something appealing. So I purchased a second hand furnace and some thongs and an anvil – probably the legacy of some deceased blacksmith. Together we started to forge. Soon we found out that it is not much good to do the job in the backyard, so step by step we builf and equipped a smithy. There we mastered the making of carbon Damask.
Q: What surprised me most is the unusually wide variety of mechanical machinery. How did you get all that?
A: My father has been a mechanic, milling and chipping metallic parts all his life. After 1989 (the fall of the communist regime – MH) he started his own business, which is now a small but successful family company. Piece by piece he obtained the machinery you see here, mostly from second hand. When I graduated from high school, we purchased a CNC center.
And if you are asking about the machines in smithy? In the beginning, I took that big challenge – a Japanese sword. And finally, together with my friend, we made it. But I needed to move somewhere further. I progressed to the folding knives and I did not want to have corrosive blades. There were already providers of the stainless Damask already – e.g. Damasteel. But I found out that simple grinding does not satisfy me. And then I met Milan.
Q: What happened then?
A: We found out, that we have very similar approach. And again, we made and took the challenge – to make a premium, non – carbon blade Damask. We started welding the titanium by a thermite – flames tall like a house, real excitement. And it stuck together, although it was nothing much. It has been just a beginning of a long road and as we wanted to keep walking on it, we had to obtain additional tools and machinery. Till today, it developed so much and get involved so many assets that we had no other choice but to turn it to a true business. We have invested to the machinery we has not and I designed some machines which we were not able to find. Great advantage is support of our family business. The most interesting machine is hot rolling machine.
A: We found out, that we have very similar approach. And again, we made and took the challenge – to make a premium, non – carbon blade Damask. We started welding the titanium by a thermite – flames tall like a house, real excitement. And it stuck together, although it was nothing much. It has been just a beginning of a long road and as we wanted to keep walking on it, we had to obtain additional tools and machinery. Till today, it developed so much and get involved so many assets that we had no other choice but to turn it to a true business. We have invested to the machinery we has not and I designed some machines which we were not able to find. Great advantage is support of our family business. The most interesting machine is hot rolling machine.

Q: What makes you most proud?
A: That we remained on this road. That we can make a cored stainless Damask of the highest degree. We can make San Mai sandwich with sides of stainless Damask and core of the powder steel. That we can make a mosaic Damask for bolsters. And still we are not at the end of the road. We want to go further.
A: That we remained on this road. That we can make a cored stainless Damask of the highest degree. We can make San Mai sandwich with sides of stainless Damask and core of the powder steel. That we can make a mosaic Damask for bolsters. And still we are not at the end of the road. We want to go further.
Q: Where?
A: I am a humble man. I enjoy making things, I can’t imagine myself sitting in an office. I have to touch the things and machines. I hope we are not going to be a behemoth making tons of Damask, although it might end up like this. But even then, I would run away, out of the office, to at least touch machines and billets. I want to be able to surprise our clients by what we can make.
Interview: Klára Kouřil Tesárková
A: I am a humble man. I enjoy making things, I can’t imagine myself sitting in an office. I have to touch the things and machines. I hope we are not going to be a behemoth making tons of Damask, although it might end up like this. But even then, I would run away, out of the office, to at least touch machines and billets. I want to be able to surprise our clients by what we can make.
Interview: Klára Kouřil Tesárková

Q: What is your actual working position?
A: At the moment I am the Head Technologist of the Bodycote HT for the Czech Republic [Bodycote is one of the leading heat- and surface treatment companies in Czech Republic and in Europe – it has180 plants in 23 countries - with multiple business locations across Czechia, MH]
Q: What has brought you to technology?
A: Probably my parents, we have it in family and it naturally came to my blood. And also the fact that I encountered heat treatment very early during my studies on the technical high school.
Q: How did you come to stainless Damask steels? What is the attraction they have for you?
A: I came to stainless Damask through the technology procedures that I created in my work. Damasks are interesting from the point of view of their final structure, which is almost an art.
Q: What you understand as the main problem of producing Damask and its processing for cutlery?
A: In general, the problem are the raw materials entering into the process and the following heat treatment.
Q: What is the major advantage of Futuron Forge?
A: Creative founders who are not afraid of trying and investigate new things and do it with respect to the metallurgic processes and with responsibility to the quality of the product.
Q: Where would you expect Futuron Forge in 10 years?
A: It might become a stabile company, a trendsetter providing interesting steels not only for the knife makers.
